Lavair wurde bereits 1996 gegründet und hat sich schnell zum Marktführer als Hersteller von Luftwäscher entwickelt. Neben den klassischen Anwendungen von Luftwäschern lag schon früh der Fokus auf Befeuchtungssysteme, die Neu und innovativ sind. Seit jeher zählt Lavair somit zu den international führenden Systemanbietern von Befeuchterlösungen für lufttechnische Anlagen.
Als ein Unternehmen der familiengeführten Herrmann-Gruppe, welche mit über 100 Mitarbeitern und Partnern weltweit erfolgreich tätig ist, zeichnen wir uns durch eine hochmoderne Edelstahl-Bearbeitung, innovativen Entwicklungsgeist und traditionsreiche Unternehmenskultur aus. Unterstützt werden wir dabei bereits seit Beginn an durch internationale Vertriebspartner, welche unseren Kunden hinsichtlich Produktauswahl, Wartung, Sanierung und Instandhaltung beratend zur Seite stehen.
An unseren Produktionsstandorten in Aach am Bodensee und in China werden alle Systeme individuell auf kundenspezifische Wünsche und Abmessungen angepasst. Unsere Systeme finden dabei Ihren Einsatz für Luftvolumenströme von 200 m³/h bis zu 2.000.000 m³/h zur Luftkonditionierung und -reinigung, z.B. in Lackieranlagen der Automobil- und Möbelindustrie, der Komfortgebäudelüftung, der Reinraumtechnik, der Biofiltration sowie in der Abluftreinigung unterschiedlichster Applikationen. Eine individuelle Anpassung an die Anforderungen unserer Kunden hinsichtlich Geometrie und prozesstechnische Vorgaben wie Luftkondition am Befeuchtereintritt, Befeuchtungswirkungsgrad, Regelgenauigkeit, Luftgeschwindigkeit, Hygieneanforderungen, etc. sind dank des Knowhows unserer Mitarbeiter sowie unseres flexiblen Maschinenparks jederzeit möglich.
Höchste Qualität, kurze Lieferzeiten und maximale Kundenzufriedenheit – Lavair-Werte seit 1996
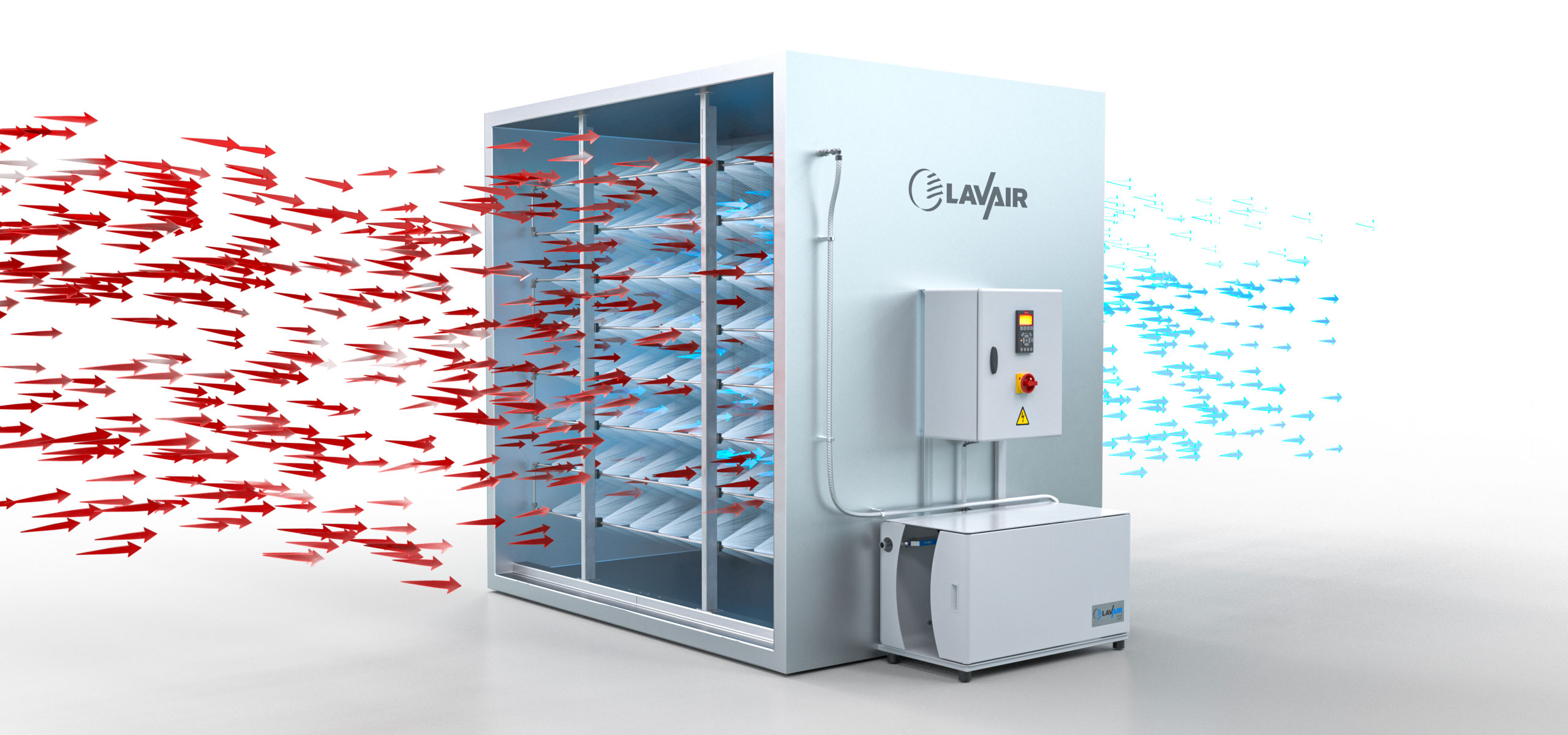
Designed for natural air.
5
Befeuchtungssysteme seit 2020
5 m³/h
Luft durchströmen die seit 2020
gebauten Systeme
2
Projekte seit 2020
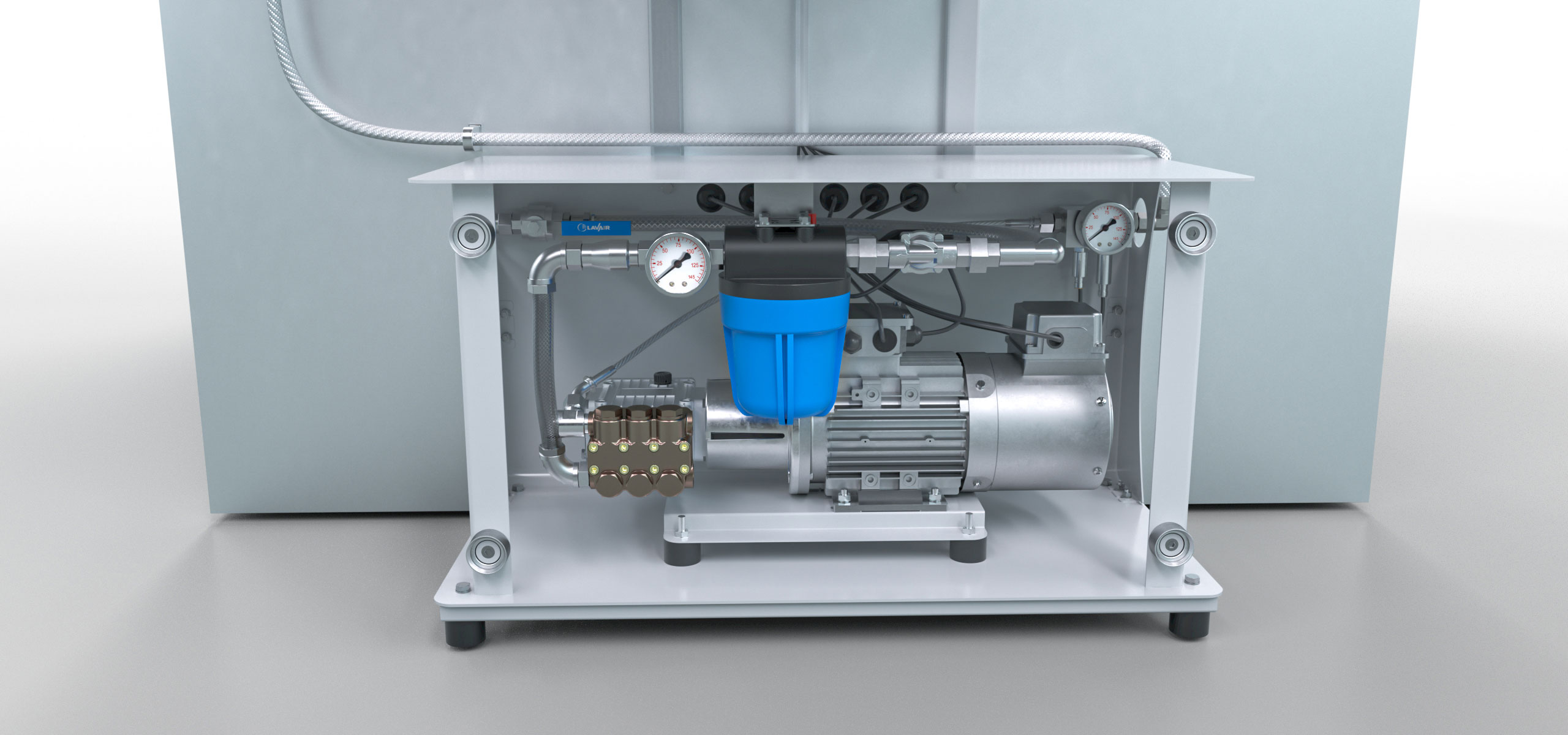
Jetvap®-Basic
Interaktiv
touch_apptouch_apptouch_apptouch_appchevron_leftDisplay des Frequenzumrichters
– einfache PID-Regleranpassung
– Bestätigung der Wartungsdurchführung
closechevron_leftHauptschalter zur Systemabschaltung
closechevron_leftMagnetventil zur automatischen Systemtrennung
closeWasserfilter 5″, 10µm absolut zum Schutz der Hochdruckpumpe
closeNiederdrucksensor zur digitalen Erfassung des Versorgungsdruckes sowie Rückschlagventil zur Verhinderung eines Permeatrücklaufs
closeWasserzulauf mit Kugelhahn zur mechanischen Systemtrennung
closeHochdruckpumpeneinheit
closeHochdruckblock mit Drucksensor, Temperatursensor, Hochdruckmanometer sowie Anschluss für HD-Schlauch
closeRobustes Pumpengehäuse aus pulverbeschichtetem Blech.
Schwingungsisolierte Rahmenkonstruktion sowie abnehmbare Front zur leichten Zugänglichkeit
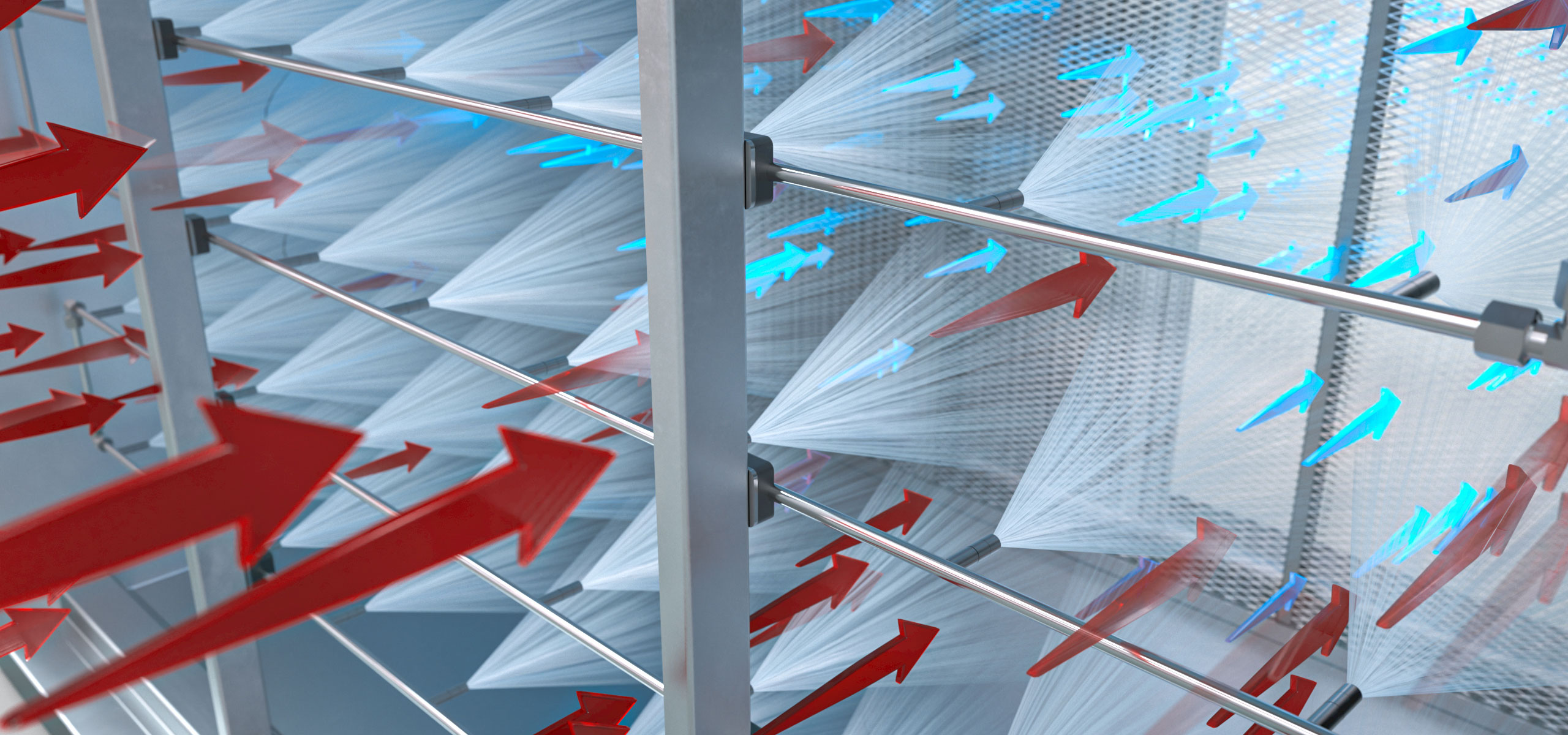
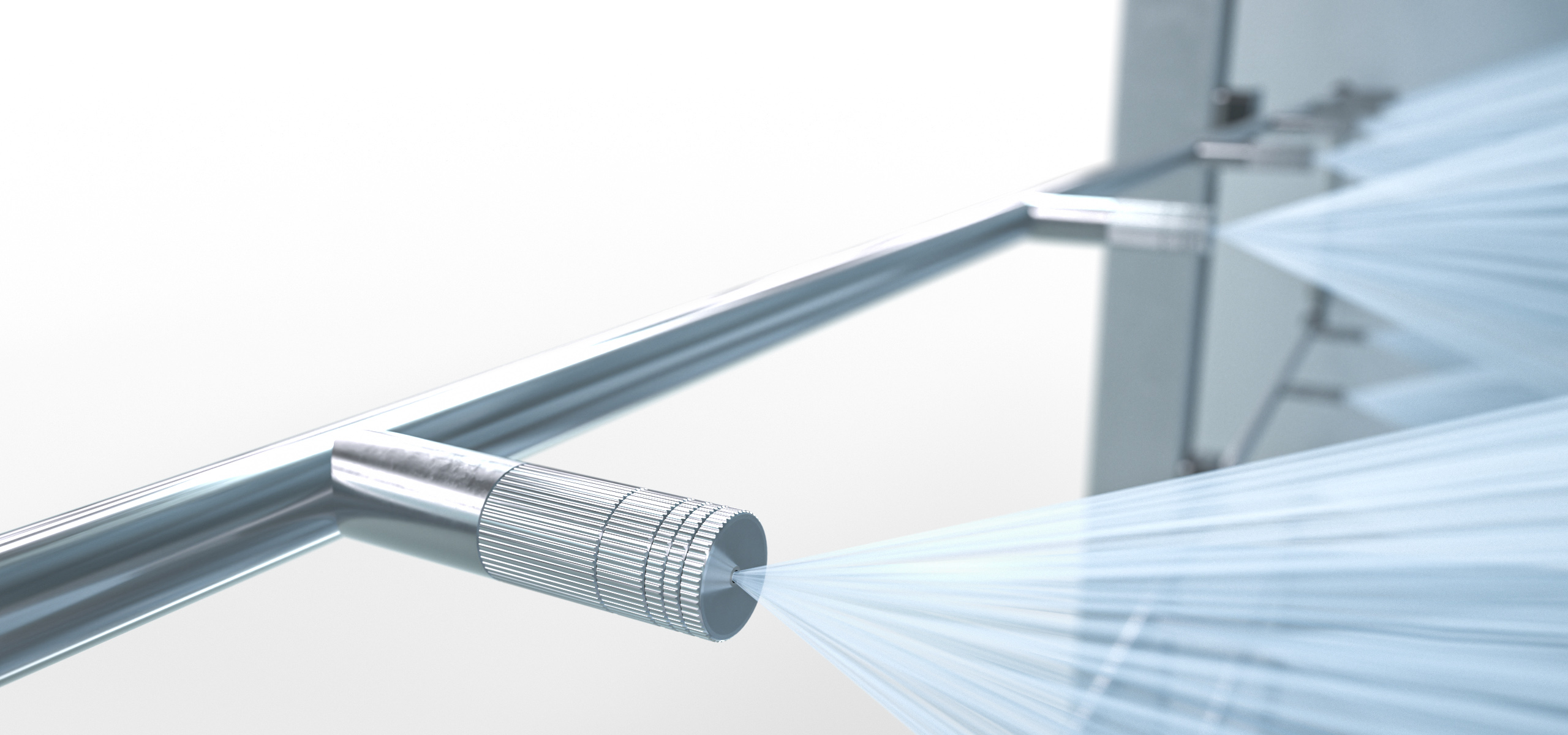
closechevron_lefttouch_apptouch_appchevron_leftchevron_leftHocheffiziente Dralldüsen mit Schließfunktion
close
Branchen
Automobilindustrie
Prozessklimatisierung
Befeuchtung großer Luftvolumenströme bei präziser Regelbarkeit der Auffeuchtung.
Gebäudetechnik
Gebäudeklimatisierung
Kostengünstige Befeuchtersysteme für ein
angenehmes Raumklima bei geringen
Betriebskosten und niedrigem
Wartungsaufwand.
Stahlindustrie
Abluftreinigung
Effiziente Abscheidung von Öl- und Emulsionsnebeln aus der Herstellung von Stahlblechen in Walzwerken.
Fleischverarbeitung / Tierfutterherstellung
Abluftreinigung
Mechanische / chemische Auswaschung von
Schadstoffen aus der Abluft sowie
Luftbefeuchtung für eine nachgeschaltete
biologische Reinigungsstufe
(Biofiltersystem).
Halbleiterfertigung
Reinraumtechnik
Waschstufe nach dem Mikrofilter zur
Reduzierung der Anzahl luftgetragener
Teilchen und Fremdgase auf ein absolutes
Minimum.
Textilindustrie
Abluftreinigung
Auswaschung von Stäuben bei der
Herstellung synthetischer Fasern und
Fliesstoffe.
Befeuchtung großer Luftvolumenströme bei präziser Regelbarkeit der Auffeuchtung.
Gebäudetechnik
Gebäudeklimatisierung
Kostengünstige Befeuchtersysteme für ein
angenehmes Raumklima bei geringen
Betriebskosten und niedrigem
Wartungsaufwand.
Fleischverarbeitung / Tierfutterherstellung
Abluftreinigung
Mechanische / chemische Auswaschung von
Schadstoffen aus der Abluft sowie
Luftbefeuchtung für eine nachgeschaltete
biologische Reinigungsstufe
(Biofiltersystem).
Stahlindustrie
Abluftreinigung
Effiziente Abscheidung von Öl- und Emulsionsnebeln aus der Herstellung von Stahlblechen in Walzwerken.
Halbleiterfertigung
Reinraumtechnik
Waschstufe nach dem Mikrofilter zur
Reduzierung der Anzahl luftgetragener
Teilchen und Fremdgase auf ein absolutes
Minimum.
Textilindustrie
Abluftreinigung
Auswaschung von Stäuben bei der
Herstellung synthetischer Fasern und
Fliesstoffe.